هر آنچه باید از دندانه های تیغ اره نواری بدانید.
14631
هر آنچه باید از دندانه های تیغ اره نواری بدانید.
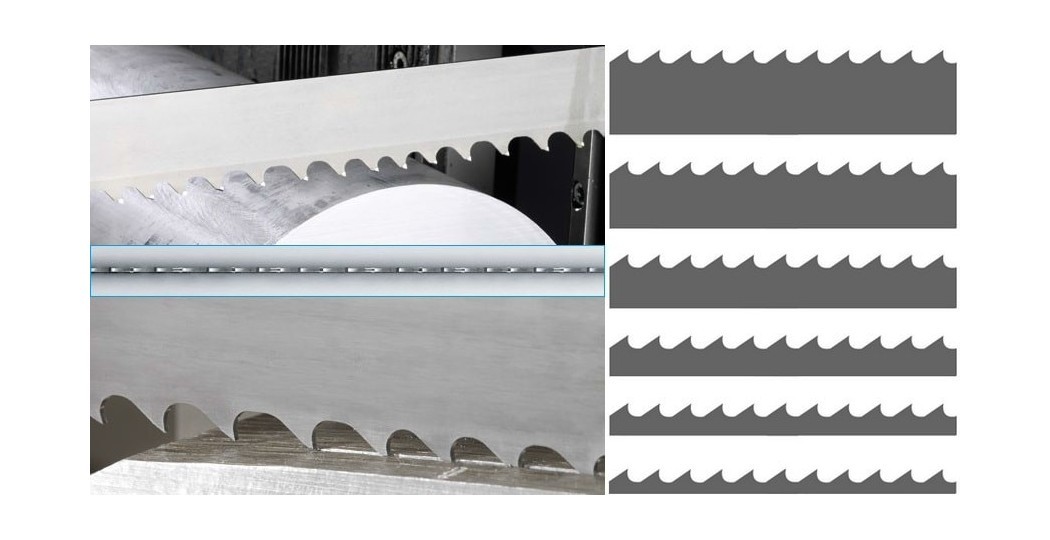
تیغ اره های نواری از ابزار آلات بسیار پیشرفته و بروز در زمینه برش انواع فلزات سبک و سنگین در سایز های مختلف بحساب می آیند, تیغ اره های نواری برای اینکه بتوانند انواع فلزات با جنس ها و سایز های متفاوت را برش دهند, دارای دندانه های متفاوت با خصوصیت ها خاص هستند, در ادامه این مقاله از سری مقالات تیغ اره نواری تیغ اره دات کام ما شما را با خصوصیت های کلی دندانه های تیغ اره نواری آشنا خواهیم کرد.

تعداد دندانه در هر اینچ -TPI (Tooth Per Inches)
واحد اندازه گیری دندانه های تیغ اره نواری بر حساب اینچ (25.4mm)می باشد و به اختصار TPI (Tooth Per Inches) خوانده می شود. دندانه های تیغ اره نواری از لحاظ قرار گیری در هر اینچ به دو نوع ثابت و متغیر تقسیم می شوند.

دندانه ثابت
در این سبک تعداد دندانه ها در هر اینچ ثابت بوده و در اینچ بعدی هم تعداد دندانه ها تغییری پیدا نمیکند, از این سبک دندانه بطور معمول برای برش فلزات سبک و رنگین در بازه برشی ثابت (سایز قطعه کار خیلی تغییر پیدا نکند) استفاده می شود.
مثال دندانه ثابت: اگر تعداد دندانه تیغ اره نواری مصرفی شما 14 ثابت باشد, تعداد دندانه در هر اینچ تیغ اره نواری شما 14 عدد می باشد.
دندانه متغیر
دندانه های متغیر تیغ اره نواری همیشه با 2 عدد نشان داده می شوند, یک عدد کوچک و یک عدد بزرگتر, هر یک از این اعداد نشانگر تعداد دندانه در هر اینچ می باشد, و پشت سر هم از کوچک به بزرگ در هر اینچ تکرار میشوند. این متغیر بودن دندانه ها باعث بهبود عملکرد برش, کاهش لرزش در سطح مقطع بزرگ و افزایش بازه برشی می شود.
مثال دندانه متغییر: اگر تعداد دندانه تیغ اره نواری مصرفی شما 5 به7 (7/5) متغیر باشد, تعداد دندانه ها در اینچ اول 5 و تعداد دندانه ها در اینچ دوم 7 می باشد و همین روند تا انتها تکرار می شود.
چپ و راستی دندانه های تیغ اره نواری
نحوه چپ و راستی دندانه های تیغ اره نواری باعث بهبود عملکرد برش, افزایش کیفیت سطحی برش, حمل براده بهتر, پیشروی سریع و گیر نکردن تیغ اره نواری در قطعه کار می شود, چپ و راست بودن دندانه های تیغ اره نواری دارای حالات مختلف می باشد که در ادامه به سه حالت اصلی و استاندارد آنها اشاره خواهیم کرد.
نکته: در صورت از بین رفتن چپ و راستی تیغ اره نواری کج بری در قطعه کار ایجاد می گردد.
حالت اول

در این حالت سه ست اول قرار گیری دندانه ها بصورت چپ و راست بوده و بعد از آن یک دندانه بصورت صاف قرار میگیرد, این حالت پرکاربردترین حالت قرارگیری دندانه های تیغ اره نواری می باشد و از آن برای برش انواع فلزات نظیر لوله, پروفیل, فولاد های ساختمانی و ... استفاده می شود, براده برداری و پیشروی در این تیپ دندانه بسیار خوب می باشد.
حالت دوم

در این حالت دندانه اول به سمت چپ و دندانه دوم به سمت راست انحنا داشته و دندانه سوم صاف و بدون انحنا قرار میگیرد و این روند به همین حالت تا انتها ادامه پیدا میکند, این حالت قرارگیری دندانه ها یکی از بهترین حالت های قرار گیری دندانه ها برای برش فلزات سنگین که نیاز به براده برداری قوی و عمق پیشروی کم دارند می باشد.
حالت سوم

در این حالت دندانه اول به سمت چپ و دندانه دوم به سمت راست انحنا دارد و همین روند در طول تیغ اره نواری تکرار می شود, از تیغ اره نواری هایی که دارای این تیپ دندانه هستند برای برش انواع فلزات رنگی, چوب, پلاستیک, آلومینیوم و موارد مشابه دیگر استفاده می شود.
زاویه دندانه تیغ اره نواری
دندانه های تیغ اره نواری دارای زوایای مختلف می باشند که هر کدام از آنها دارای خصوصیت ها و کاربرد های متفاوت نسبت به هم می باشند. در ادامه زوایای دندانه تیغ اره نواری را بر روی دو نوع تیغ اره نواری با دندانه ثابت و دندانه متغیر توضیح می دهیم.

زاویه دندانه های تیغ اره نواری بر روی دندانه ثابت
گروه اول
زاویه قرار گیری دندانه های تیغ اره نواری در این گروه صفر درجه بوده و میزان براده برداری در این گروه کم می باشد, از تیغ اره نواری با دندانه ثابت که زاویه صفر درجه دارد برای برش انواع فلزات رنگی, مقاطع فلزی سبک با جداره نازک استفاده می شود.
گروه دوم
زاویه قرار گیری دندانه تیغ اره نواری در این گروه بر خلاف گروه اول مثبت بوده و دندانه ها به سمت جلو متمایل می باشند, این زاویه مثبت که شکل قلابی را به دندانه ها میدهد باعث حمل براده بهتر و پیشروی سریعتر تیغ اره نواری درون قطعه کار میشود, از این گروه برای برش انواع پروفیل, مقاطع توپر رنگی بویژه آلومینیوم استفاده می شود.
نکته: زاویه مثبت دندانه ها بطور معمول در اکثر کمپانی های سازنده 5, 10 و 16 درجه می باشد.
زاویه دندانه های تیغ اره نواری بر روی دندانه متغیر
گروه اول
زاویه قرار گیری دندانه ها در این گروه صفر درجه می باشد, اما به دلیل متغیر بدون دندانه ها در این گروه براده برداری نسبت به زاویه دندانه صفر درجه در دندانه های ثابت خیلی بهتر می باشد و از آنها می توان برای برش انواع لوله, پروفیل, مقاطع فلزی توپر کوچک استفاده نمود.
گروه دوم
زاویه قرارگیری دندانه ها در این گروه مثبت بوده و دندانه ها به سمت جلو متمایل می باشند, این گروه با توجه به زاویه مثبت و دندانه متغیر خود دارای براده برداری و نفوذ بسیاری بالا و سرعت برشی بسیار خوب هستند, با توجه به خصوصیت های ذکر شده از این گروه می توان برای برش انواع مقاطع فلزی سنگین و جداره ضخیم استفاده نمود.
نکته: زاویه مثبت دندانه ها بطور معمول در اکثر کمپانی های سازنده 5, 10 و 16 درجه می باشد.
نکته: نوعی دندانه خاص برای برش سوپر آلیاژ ها طراحی شده است که علاوه بر زاویه مثبت, پشت دندانه های تیغ اره نواری نیز سنگ خورده و تیز می باشد.
امید به اینکه این مقاله برای شما عزیزان مفید واقع شده باشد.
تحریریه تیغ اره دات کام
ارسال نظر
پاسخ دهید